
NIHON SUPERIOR SN100C-030-16 Lead-free flux cored solder 1.6mm
| Manufaturer: | NIHON SUPERIOR |
| Model: | SN100C-030-16 |
*The above price is Standard Price, Kindly click on Request a quote ![]() to unlock the Best Price and Delivery Date - Check Availability. Our expert consulting team is always ready to assist you.
to unlock the Best Price and Delivery Date - Check Availability. Our expert consulting team is always ready to assist you.
*Order Process: 1. Request a quote ⇒ 2. Quote via Email ⇒ 3. Proforma Invoice ⇒ 4. Payment ⇒ 5. Delivery and Invoice.
*We deliver to your doorstep under DAP terms. Customs clearance is for your account.
*You can't find the product you need, please send us the picture/specifications/model/product code and quantity you need to email: [email protected]. We will find it for you.
*Review us here: Review Now 
Description
- A product that prevents flux from burning on the tip.
- Environmentally friendly Sn/Cu/Ni solder that does not contain lead, which is harmful to the human body.
- Ideal for retrofitting and repairing printed circuit boards.
- Wire diameter (mm): 1.6
- Compatible with lead-free solder: 1
- Melting point (°C): 227
- Melting point: 227°C
- Flux: 030, JIS AA class
- Material/Finish:
- Alloy composition (Tin: Balance, Copper: 0.7%, Nickel: 0.05%, Germanium: 0.01% or less)
- Note:
- Do not use for purposes other than soldering.
- Do not breathe fumes.
- After handling Wash hands thoroughly.
- If dust or fume is generated during the soldering process, use a general ventilation system as well as a local ventilation system.
- Wear appropriate protective equipment depending on the work.
- Be sure to read the safety data sheet (SDS) before use.
- Country of Origin: Japan
- Code number: 452-2061
-
1/ Alloy composition, melting behavior and why it matters
- The SN100C alloy is a tin-based, silver-free lead-free solder formulated with about 0.7% Cu and 0.05% Ni plus trace Ge to modify wetting and oxidation behavior.
- Nominal liquidus/solidus (working) range for SN100C is approximately 227°C; this is the practical melting point to use when profiling reflow or selecting iron tip temperatures.
- Effects: Cu forms intermetallic compounds with substrate metals; controlled Ni and Ge additions reduce excessive IMC growth, improve wetting and tip life, and lower visible burning of soldering tips compared with some other lead-free alloys.
2/ Flux type, activity and implications for process
- SN100C-030 is offered as a flux-cored wire with a resin-based flux designed for general-purpose soldering and repair; the flux choice affects activity, residue, and compatibility with subsequent cleaning processes.
- Flux behavior: SN100C(030) emphasizes reduced tip burning and good workability for sequential manual soldering operations, with acceptable residue characteristics for many assembly flows.
- For very sensitive assemblies or high-reliability applications, consider the specific flux chemistry (halogen content, activity class) and whether additional cleaning or a different flux grade (e.g., halogen-free) is required.
3/ Recommended soldering parameters and best-practice process
- Hand-soldering iron temperature: start testing in the 340 - 370°C range for tin-based lead-free alloys and adjust to achieve reliable wetting without overheating components. Prioritize minimizing dwell time on terminals to reduce IMC growth and component stress.
- Wave/reflow considerations: profile to ensure the solder reaches full liquidus (approx 227°C) with controlled ramp and limited time above liquidus to avoid excessive IMC thickening and thermal stress. Validate with thermocouple readings at representative PCB locations.
- Tip/flux practice: use clean, appropriate-size iron tips and maintain them regularly; resin-core wire may reduce need for added flux but do not rely on flux core alone for heavily oxidized surfaces. For poor wetting, add a compatible activator flux or perform corrective cleaning and rework steps.
- Joint technique for 1.6 mm wire: feed wire steadily, heat joint to achieve flux activation and solder flow, withdraw wire once fillet forms; control wire feed to avoid bridging and excessive buildup.
4/ Typical failure modes, diagnostics and fixes (FAQ)
- Poor wetting or dull joints: confirm surface cleanliness, increase local temperature slightly, verify flux activity (flux may have aged), or use a more active flux for problematic platings.
- Tip burning or rapid tip degradation: SN100C is designed to reduce tip burning, but high temperature or prolonged contact accelerates wear; lower contact time and keep tips tinned and clean.
- Excessive intermetallic compound (IMC) growth or brittle joints: reduce time above liquidus and avoid repeated thermal cycles; check that process temperatures and durations are within validated ranges.
- Bridging or solder balls during manual soldering: reduce solder feed rate or lower local temperature; improve flux activity balance or clean contaminated PCB surfaces.
- Flux residue cracking or contamination concerns: consider using a different flux variant (e.g., ROL0 or halogen-free) or add a post-process cleaning step; confirm residue compatibility with conformal coating if applied.
5/ Storage, handling, health and environmental notes
- Storage: keep coils in a dry, cool environment away from direct sunlight and excessive heat; reseal packaging after use to limit flux degradation and moisture pickup.
- Health and safety: although lead-free, flux fumes and soldering smoke can be irritating; ensure local exhaust and adequate ventilation and follow standard PPE and workplace ventilation practices. Obtain and follow the product SDS for handling and first-aid details.
- Environmental/regulatory: SN100C is a lead-free alternative intended for RoHS-compliant applications; verify local disposal and recycling rules for solder dross and flux residues and dispose of solder waste per regulations.
6/ Qualification, testing and process validation
- Characterize process windows for each PCB and component combination by recording: soldering iron temperature, contact time, observed wetting, fillet shape, and mechanical pull/shear test results.
- For volume production, develop a validated reflow/wave profile ensuring consistent time above liquidus and acceptable IMC thickness; perform cross-sectional metallography on sample joints to verify IMC structure and thickness.
- If particle size, oxide levels, or specific platings (e.g., Ni/Au, Ag, ENIG) are used, run compatibility tests before large-scale adoption and adjust flux or thermal profile accordingly.
You may like

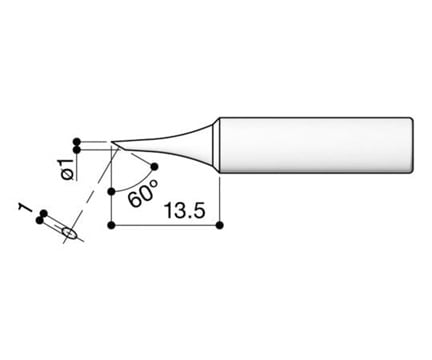
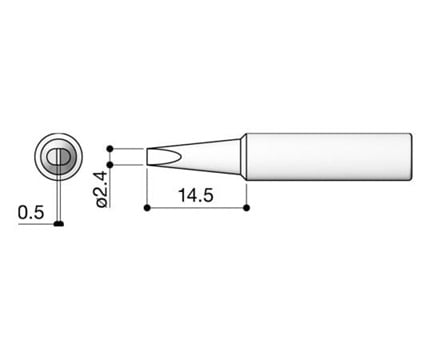
Thermaltronics K75CH010 Straight Chisel Soldering Iron Tip for use with TMT-2000PS 1mm

SWALLOW Electric SA-180A Electrical Inverter DC Welding Machine Single Phase 200V



TAIYO ELECTRIC IND.CO.,LTD. (goot) RX-822AS Lead-free 2-wire temperature-controlled soldering iron AC100V




